- Connect With Us!
- +9221 36416796
- +92 345 3230843
- solutions@eispak.com
LPG VAPORIZER IN PAKISTAN (Selection Guide)

USED GRUNDFOS PUMPS / REFURBISH GRUNDFOS PUMPS IN PAKISTAN
October 20, 2022
ENHANCING AGRICULTURE & INDUSTRIAL EFFICIENCY WITH DEEP WELL TURBINE PUMP IN PAKISTAN
May 16, 2023Pakistan always has energy crises, the reason is although Pakistan has some limited local resources for energy like Petrochemical, Natural Gas but 80% of Pakistan energy demand of Fuel, Natural Gas and LPG arrange from different countries around the world.
Generally, in winter seasons in Pakistan energy crises especially for Natural Gas reached to its peak and all over Pakistan end users face shortage of Natural Gas or Low-Pressure supply of Natural Gas. Domestic end users any how manage to shortage of natural gas but the main problem face by Commercial end user of Natural Gas and Industrial end users of Natural Gas as their businesses and plants rely on natural gas and due to this shortage and low pressure of natural gas their production and process disturb due to non-availability of Natural Gas or supply of low-pressure natural gas.
LIQUIFIED PETROLEUM GAS (LPG)
ALTERNATE SOLUTION OF NATURAL GAS
For Commercial & Industrial End Users of Pakistan
In Pakistan Propane or Liquified Petroleum Gas (LPG) has continued to gain popularity as a fuel source due to abundant supplies, low-cost and an environmentally friendly profile compared to other fuels with availability of more than 250 LPG marketing and distribution companies in Pakistan. These benefits in addition to its ease of use have made propane a desirable fuel for home heating, agricultural applications and baseload & backup fuel for industrial thermal processes and electrical power generation, particularly in remote locations lacking access to natural gas pipelines.
Implementing propane fuel for any of these applications requires a specialized understanding LPG system design that takes into consideration the nature of vaporization itself which is inherent to LPG fuel usage along with its myriad of related variables including LPG boil-off rate, ambient storage temperature, the size of the LPG storage vessel(s) being used, the fuel consumption rate of supported equipment, potential safety issues, failure rates (and necessary redundancy), and more.
NATURAL VAPORIZATION
At standard pressure and temperature, propane exists as a gaseous fuel. However, for its efficient storage and handling, propane is liquefied under modest pressure to produce LPG (Liquefied petroleum gas), a form that is 250 times reduced from its natural state. In this form, LPG can be easily—and economically— transported and stored as a liquid under pressure in storage tanks and cylinders.
In order for your equipment (boiler, process burner, heater) to consume LPG, the liquid must first be returned to its gaseous state, through a process referred to as vaporization, or ‘boil off’ (When LPG boils off/transforms to vapor.)
The good news is, with a boiling point of −42 °C (−44 °F), propane is naturally vaporized at ambient temperatures. In other words, simply releasing propane from its pressurized storage container is often enough to allow natural vaporization to occur and produce a flow of propane vapor typically sufficient for residential and light commercial applications.
For the continuous, steady operation of your application, the amount of gas your equipment draws from your storage tank must be matched by the rate of vaporization. However, because natural vaporization is a function of both ambient temperature and storage tank size (as well as tank fill level), natural vaporization performance has its limits.
A higher ambient temperature (i.e. anything above −42 °C) will result in a faster rate of vaporization along with a higher vapor pressure. Likewise, a larger, fuller storage tank (with greater “wetted” surface area) will offer correspondingly greater vaporizing capacity.
On the other hand, in the case of lower ambient temperatures or a smaller or less full storage vessel, vapor pressure and capacity may be lacking. For example, when the temperature of the propane liquid falls below its boiling point, vaporization may slow down—or even stop. Moreover, as propane is released from the storage vessel, pressure inside the vessel will fall accordingly. As tank pressure drops, remaining liquid within the container cools.
If the temperature of the liquid inside the vessel falls below the dew point of ambient air, frost will begin to appear on the lower part of the storage vessel and up to the liquid level. If your propane storage tank routinely ices up, it’s a good indicator your tank is simply not large enough for the vaporization load being placed on it.
Each piece of propane consuming equipment has its own requirements as to the amount of vapor it needs to run properly. For heavier commercial and industrial applications for example, which generally call for larger, more demanding LPG consuming equipment, natural vaporization is often insufficient. It simply cannot provide the amount of vapor demanded by these more robust applications.
If your equipment is not getting the vapor pressure it needs, it may deliver less heat than your application requires, or—even more damaging—shut down your operation entirely.
In some cases, simply switching to a larger storage vessel may provide the additional vaporizing capacity your equipment needs. But for more demanding applications, or in cases where a larger vessel is simply not an option, adding a vaporizer to ‘artificially’ increase vaporization is a reliable solution.
Vaporizers are designed to receive large volumes of LPG liquid and transform it to vaporized gas, at a steady rate and pressure—from hundreds of gallons per hour to thousands of gallons per hour. The amount of heat that is transferred into the LPG gas controls the rate of vaporization and the right vaporizer deliver a constant supply of vaporized gas as needed.

For the continuous, steady operation of your application, the amount of gas your equipment draws from your storage tank must be matched by the rate of vaporization. However, because natural vaporization is a function of both ambient temperature and storage tank size (as well as tank fill level), natural vaporization performance has its limits.
A higher ambient temperature (i.e. anything above −42 °C) will result in a faster rate of vaporization along with a higher vapor pressure. Likewise, a larger, fuller storage tank (with greater “wetted” surface area) will offer correspondingly greater vaporizing capacity.
On the other hand, in the case of lower ambient temperatures or a smaller or less full storage vessel, vapor pressure and capacity may be lacking. For example, when the temperature of the propane liquid falls below its boiling point, vaporization may slow down—or even stop completely. Moreover, as propane is released from the storage vessel, pressure inside the vessel will fall accordingly. As tank pressure drops, remaining liquid within the container cools.

If the temperature of liquid inside the vessel falls below the dew point of ambient air, frost will begin to appear on the lower part of the storage vessel and extend up towards the liquid level. If your propane storage tank routinely ices up, it’s a good indicator your tank is simply not large enough for the vaporization load being placed on it.
Each piece of propane consuming equipment has its own requirements as to the amount of vapor it needs to run properly. For heavier commercial and industrial applications for example, which generally call for larger, more demanding LPG consuming equipment, natural vaporization is often insufficient. It simply cannot provide the amount of vapor demanded by these more robust applications.
If your equipment is not getting the vapor pressure it needs, it may deliver less heat than your application requires, or—even more damaging—shut down your operation entirely.
In some cases, simply switching to a larger storage vessel may provide the additional vaporizing capacity your equipment needs. But for more demanding applications, or in cases where a larger vessel is simply not an option, adding a vaporizer to ‘artificially’ increase vaporization is a reliable solution.
Vaporizers are designed to receive large volumes of LPG liquid and transform it to vaporized gas, at a steady rate and pressure—from hundreds of gallons per hour to thousands of gallons per hour. The amount of heat that is transferred into the LPG gas controls the rate of vaporization and the right vaporizer delivers a constant supply of vaporized gas as needed.
VAPORIZATION SELECTION
Vaporizers perform two distinct functions:
- To produce propane vapor at a higher rate than a propane storage tank.
- To produce Synthetic Natural Gas (SNG) as a direct replacement for Natural Gas (NG).
Below, we’ll help you understand the types of vaporizers available, their capabilities, and for which applications each type is best suited.
All propane vaporizer types described here require 1st Stage regulators directly downstream of the vaporizer(s) to reduce the vapor pressure from tank pressure to a pressure that can be run thru a piping system. Also note: the outlet vapor pressure from a vaporizer is the same as the liquid pressure coming from the storage tank.
VAPORIZER TYPE
Direct Fired Vaporizer:
Direct Fired Vaporizer: Direct Fired Vaporizers are the simplest vaporizer type and are used for producing straight propane vapor. Direct-fired vaporizers consist of a vertical ASME rated pressure vessel that is directly heated by a gas-fired burner in the bottom of the unit. The burner uses a small portion of vapor from the vessel itself to develop the heat for vaporization.
Applications: Direct Fired vaporizers are designed for operation in ‘low duty’ cycle applications such as:
• Heat for tobacco barns, chicken houses, grain dryers, single boilers etc.
• Instances where there is a single demand that will run for several days in a row, but not continuously for months on end.
Capacity/range: From approx. 4.5MMBTU/hr to approx. 91 MMBTU/hr

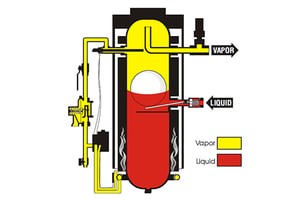
Water Bath Vaporizers:
A water bath vaporizer uses an insulated “Bath” or enclosure that contains several tubes through which propane flow is directed. The bath is filled with a heat transfer solution (HTS) that is heated by a burner assembly at one end of the unit. The HTS is circulated around these tubes by a small circulating pump to keep the heat evenly distributed within the bath. Propane enters the tubes as a liquid and absorbs heat from the “bath” enclosure around the tubes.
As the propane picks up the heat it is transformed from a liquid to a vapor. The rate this occurs is based on the flow rate of the propane entering the bath and the amount of heat being introduced. All of these functions are controlled by a programmable logic control (PLC) located in the control cabinet of the unit. Safety features keep the system functioning properly and both input and output pressures and temperatures are monitored by the PLC.
The vaporizers’ function is keep the bath heated to a specific temperature range to allow it to keep producing vapor when needed.
Applications: Water Bath vaporizers are designed for ‘continuous duty’ applications, including:
• Retirement Centers, Hotels, Correctional Facilities, or any Facility with multiple demands.
• Producing vapor to support varying types of demands that are occurring at random times.
Capacity/Range: Water Bath vaporizers range in capacities from approx. 15 MMBTU/hr. to in excess of 500 MMBTU/hr.
Below are two examples of dual water bath systems being used for primary vapor service. This dual system provides redundancy protection for the operation – if one vaporizer goes out of service, then the second unit will take over. This is a typical arrangement where the vaporizer is the only means of vapor service or at a remote location.


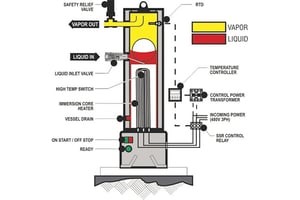
Electric Vaporizer:
This type of vaporizer uses electricity to produce heat that is transferred to the liquid propane to produce propane vapor. Electric Vaporizers have an electrical classification that allows them to be installed directly next to a propane storage tank. This is useful in situations where there is limited space for the installation. It should be noted 3 Phase Power is required to run these vaporizers.
Applications: Electric vaporizers are utilized in most any application where a Direct Fired vaporizer would be used. The decision to use an Electric vaporizer is typically driven by space constraints. Electric Vaporizer units are classified as Class 1 Div 1, allowing them to be installed directly next to a propane storage tank. When space is tight, an Electric Vaporizer can often work where a Direct Fired unit would not be suitable.
Capacity/Range: 2.28 MMBTU/hr to 36.60 MMBTU/hr
Below is an example of a skid mounted Electric Vaporizer that will be used for an Emergency Generator Installation.

Steam Vaporizer:
This type of vaporizer uses on-site available steam, hot water or other high temperature gas as the heat source for vaporizing liquid propane. (A large facility that uses steam for their processes will normally have excess steam readily available.)
By utilizing either steam from a dedicated boiler or saturated process steam, vaporizer units deliver efficient heat transfer and precise temperature control. Delivering consistent pressure and combustion, steam vaporizers ensure a continuous, dependable gas supply—and uninterrupted operations.
Applications: Steam vaporizers are typically used in commercial and industrial applications that maintain a steady excess supply of clean, dry steam and have the capacity to consume the amounts of condensate produced by the vaporizer produces while in use. These requirements usually limit their use to larger scale facilities that can accommodate the steam vaporizer’s condensate output. These units have a very small footprint giving them a great deal of flexibility as to where they can be installed and quiet, they can be implemented without the need to expand existing facilities.
Capacity/Range: From approx. 18 MMBTU/hr to in excess of 270 MMBTU/hr


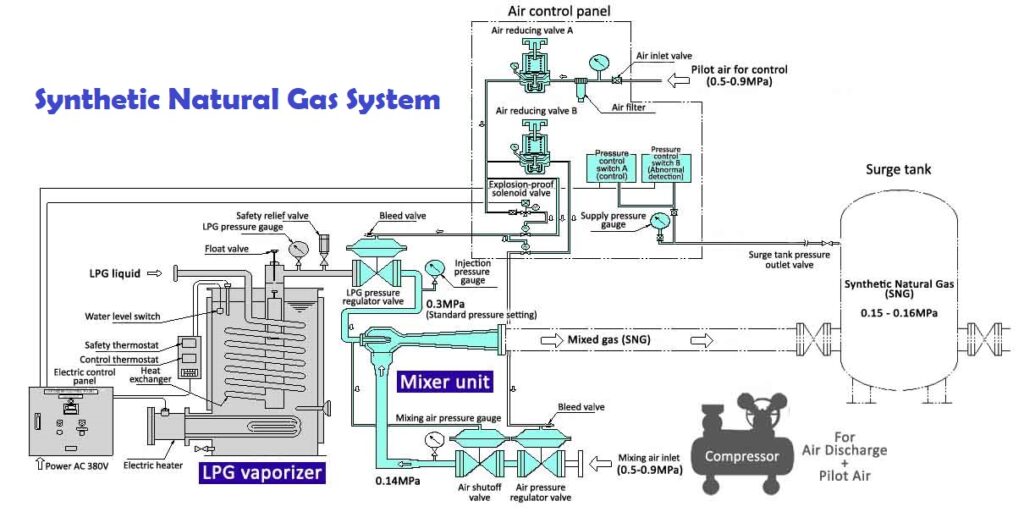
Synthetic Natural Gas (SNG) vaporizers
SNG Vaporizers utilize the addition of an air mixer unit combined with a standard vaporizer. The mixer combines air with inlet propane to lower its BTU content to that of Natural Gas. As such, the combined ‘propane-air’ or synthetic natural gas (SNG) that is produced will allow equipment using the SNG to function the same as it would with Natural Gas.
“An SNG vaporizer allows a seamless transition from Natural Gas to mixed propane”
Applications: Typical applications include facilities powered by natural gas such as:
• Manufacturing plants
• Universities/Colleges
• Hospitals
• Commercial Restaurants
Mixer Types:
There are (2) types of mixers that are used to produce SNG.
Venturi Mixer – Venturi type mixer mixes gas with outside air to produce the SNG up to approx. 15 psi. of pressure going to your system. (Any pressure above 15 psi. requires a compressed air system to achieve the proper gas – air mixture.)
Capacity/Range: 14 – 250 MMBTU/hr


POM Mixer
The second type of mixer, often referred to as a POM (piston operated mixer) blender uses a piston operated or port mixing valve type of mixer to achieve the correct gas – air mixture at higher pressures.
Capacity/Range: 15 – 500+ MMBTU/hr

All SNG systems are required to have a liquid pump to supply the system with liquid propane in a specific pressure range. This is a requirement in getting the gas–air mixture correct. (The size of the pumps will have to be sized according to the capacity of the vaporizer.)
Direct Fired, Water Bath and Electric vaporizers described above are all standard configurations for SNG systems, and the vaporizer used will depend on the SNG system application.
SNG systems are typically used as Backup to a Natural Gas fired system and are only needed for intermittent usage. However, some installations which expect to receive Natural Gas in future years may choose to have an interim SNG system installed that will need to function as a primary source of fuel for extended amount of time that could stretch out for years.
There are also Electric SNG systems that are designed for small demand loads and can be installed in very small spaces. These should be considered for emergency applications such as generators that normally run on Natural Gas in cases where Natural Gas may be interrupted. These smaller systems range in capacities from approx. 5 MMBTU/hr to 28 MMBTU/hr. and have send-out pressures from 5 – 12 psi.
How Can We Help?
Selecting the correct vaporizer for your application is essential to ensuring continuous, optimal performance of your equipment. Whether you’re in need of a best-in-class vaporizer from our standard stock or a custom-engineered vaporizer for a specialized application and specific temperature requirements, we’re ready to help.
Please contact Excel Industrial Services today with any related questions you may have or to discuss your vaporizer needs at: +92 345 3230 843 or via email rahil@eispak.com


{kind=link}